



How BeQuiet! coolers are made
I’m sure many of you have a good idea of how CPU coolers are made, but it’s still worth seeing exactly how it’s done. At least when it comes to BeQuiet! coolers. This German company has released materials on how their coolers are made in their factories. Specifically, how the sheet metal plates are turned into fins with the desired shapes and how they are then connected to heatpipes.
BeQuiet! has released on their Twitter profile a short video from the production of heatsinks for CPU coolers.
The production of more complex heatpipe coolers is quite complex and the not even a minute long cut is not going into the greatest detail, but it is definitely informative and enriching. It starts at the point where the factory already has the heatpipe pre-prepared along with the entire base. BeQuiet! doesn’t let us into the kitchen where the bases are machined and the heatpipes are ground (for the DHT coolers) just yet. Maybe because these components are made and assembled by a different factory than the rest of the cooler.
One of the largest OEM suppliers of heatpipes, by the way, is Gelid. However, it is possible that BeQuiet! has another external supplier. BeQuiet! doesn’t share the footage of their production though, and probably because they are handled by a different factory than the rest of the heatsink structure. To manufacture it, and we already have that documented, the fins need to be formatted according to the engineering documents. Typically based on a 3D model with quotas that the manufacturing factory received from the developers.

The specific measurements are entered into the punch, which cuts the desired shape out of the strip. To avoid unnecessary waste, the aluminium strip is the same width as the finished radiator fins. Only the longer sides are cut this way, which often have wavy (or jagged, whichever you prefer…) edges to reduce aerodynamic drag. The cut-outs are, of course, also at the locations of the heatpipe passages or possibly the cooler mounting service holes. This formatting also flattens the sheetmetal at the same time. The latter tends to twist a bit as it comes off the spool on the line.
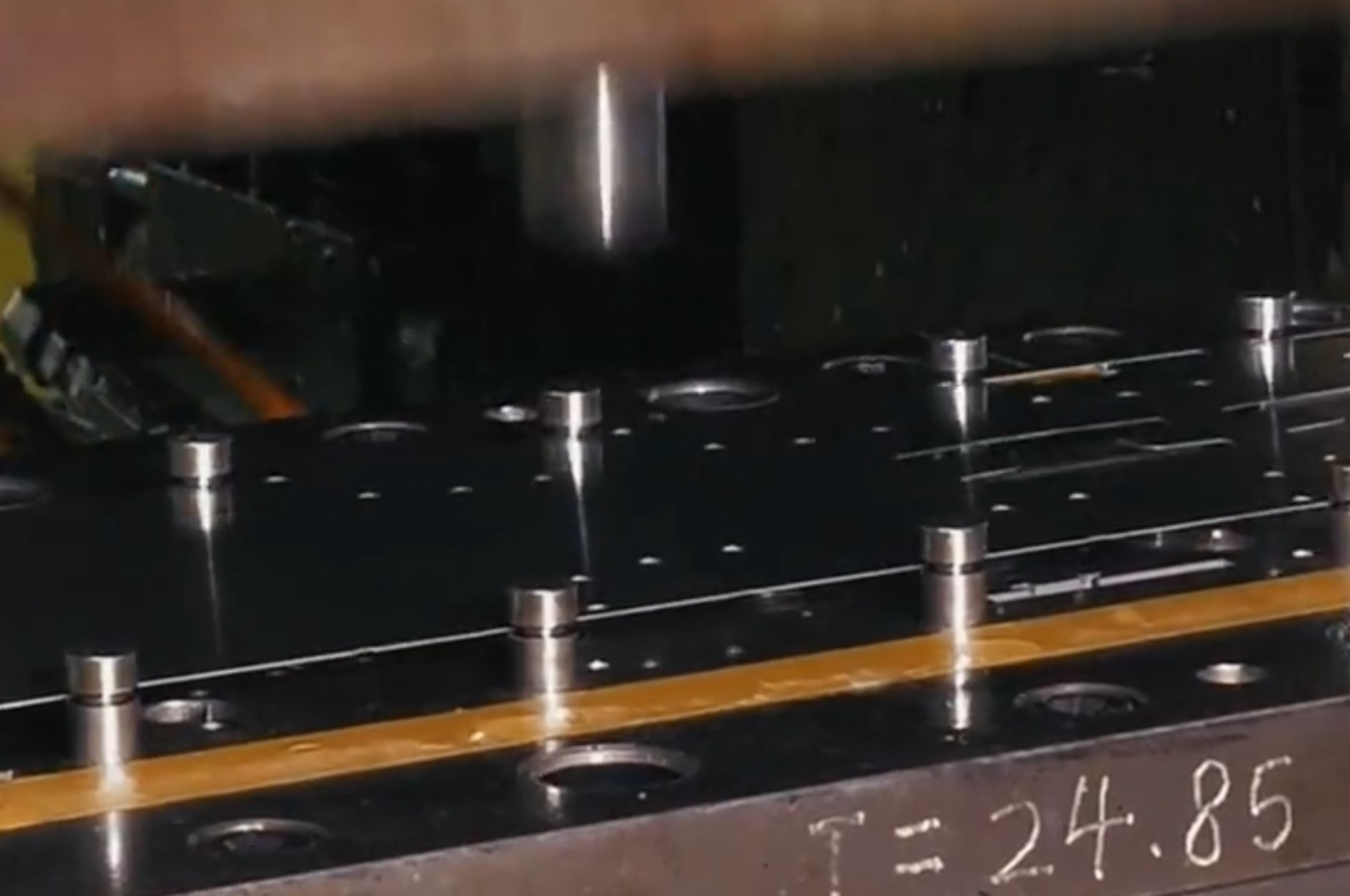
Fragile joints are left between the ribs, which hold the ribs one next to the other on the belt until they are moulded to the heatpipes. At that point, these joints naturally break so that the fins can be gradually stacked onto the properly angled heapipes without deformation at the edges. These, together with the base, are fixed to the arm with a bracket with movement in the vertical axis.
Everything is set up so that all heatpipes hit the holes they are designed for. Naturally, very high precision is important, so that the same spacing between the individual fins is maintained within some small tolerance. To maintain them, it also helps to slightly overmold the material around the cutouts (for the heatpipe) or the locks on the shorter sides of the ribs. Even so, everything must be extremely precise to avoid unwanted deformations. Especially when the material being worked with, i.e. aluminium, is soft. Some coolers are made even more complex by soldering the joints between the heatpipe and the aluminium fins for better heat transfer. BeQuiet! however, does not do this. Heat conduction is indeed more efficient with such coolers, but the difference (as opposed to just pressing it on) is quite small and therefore not very worth bothering with.

So hopefully next time someone will also share the fan manufacturing materials that the injection molding is used for. Still, the quality results are always different depending on the mould and additional edge and surface treatments.
English translation and edit by Jozef Dudáš
- Contents
- How BeQuiet! coolers are made